



The growth of portable battery waste has created a new technical challenge for recycling facilities: mixed battery streams must be processed faster, more safely, and with a much higher level of chemistry recognition than traditional sorting methods can provide.
BATTERAY™ ZETA Series was developed as a family of three battery sorting systems for different levels of recycling operations: BATTERAY™, BATTERAY™ ZETA, and BATTERAY™ ZETA PRO. All three are designed to solve the same core problem — accurate battery chemistry identification in mixed waste streams — but each platform offers a different level of throughput, automation, and plant integration.
The proven BATTERAY™ system provides X-ray battery sorting for reliable chemistry recognition. BATTERAY™ ZETA adds multi-sensor recognition by combining optical analysis, X-ray inspection, and machine-learning algorithms. BATTERAY™ ZETA PRO extends the concept into a high-capacity automated platform for large recycling plants.
Together, the series helps recycling operators move from uncertain visual sorting to structured battery sorting technology: cleaner fractions, improved recognition of complex mixed streams, reduced contamination risk, and a platform architecture prepared for future Li-ion sub-classification development.
Read more from linevsystems.com
Datasheet
BATTERAY™ ZETA Series is a multi-sensor battery sorting platform developed for recycling facilities that need more than basic visual identification. The series combines X-ray battery inspection, optical analysis, and machine-learning algorithms to identify battery chemistry in mixed waste streams.
The platform is built as a three-level technology family: BATTERAY™, BATTERAY™ ZETA, and BATTERAY™ ZETA PRO. Each system solves the same core task — reliable battery chemistry recognition — but at a different level of throughput, automation, and plant integration.
Key Advantages
- Multi-sensor battery recognition combining X-ray and optical technologies
- Improved classification of unmarked, corroded, counterfeit, and visually similar batteries
- Enhanced Ni-Cd / Ni-MH separation for cleaner nickel-based fractions
- Scalable architecture from supervised sorting to high-capacity automated processing
Series Logic
| System | Core Role | Best Fit |
|---|---|---|
| BATTERAY™ | Proven X-ray battery sorting system | Reliable and cost-efficient chemistry identification |
| BATTERAY™ ZETA | Advanced optical + X-ray recognition platform | Higher throughput, improved recognition, and plant integration |
| BATTERAY™ ZETA PRO | High-capacity automated sorting platform | Large recycling plants and continuous industrial workflows |
The BATTERAY™ ZETA Series was designed to give recycling facilities a structured path from reliable battery chemistry recognition to advanced industrial battery sorting. Each system in the series addresses the same challenge — identifying the true composition of batteries in mixed waste streams — while offering different levels of productivity, automation, and integration with plant infrastructure.
By combining optical analysis, X-ray battery inspection, and machine-learning algorithms, the platform allows recyclers to move beyond visual sorting and manual classification. This approach helps improve sorting purity, reduce cross-contamination of material fractions, and create more stable input streams for downstream processing.
Clues
- BATTERAY™ ZETA Series is built on the proven BATTERAY™ X-ray sorting foundation
- ZETA adds high-resolution optical vision, improved software, advanced statistics, and plant integration
- ZETA PRO extends the architecture for large plants with higher throughput, recirculation, and advanced monitoring
- Advanced Li-ion sub-classification is part of the R&D roadmap, while the platform architecture is designed to support future development
Overview
BATTERAY™ ZETA Series was created for recycling operators who need a structured way to move from basic battery sorting toward a more integrated, data-driven, and automated process. The key idea is not only to separate batteries into output groups, but to improve recognition quality, reduce manual re-sorting, and support cleaner material fractions.
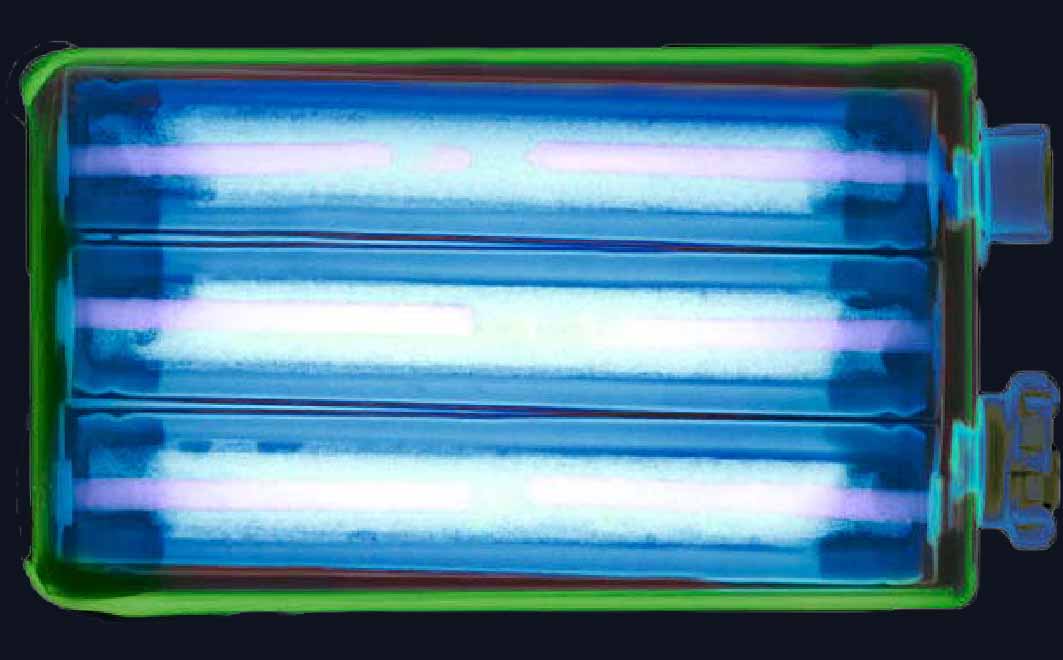
The original BATTERAY™ system established the core X-ray battery sorting technology: the battery is identified by internal structure rather than label, color, or surface condition. BATTERAY™ ZETA develops this concept further by combining X-ray inspection with optical recognition, a larger software environment, advanced statistics, and integration capabilities for modern recycling plants.
This approach is especially important for nickel-based batteries. Ni-Cd and Ni-MH cells can be visually similar, but they require different downstream handling. BATTERAY™ ZETA introduces an enhanced Ni-based separation module to improve recognition of these chemistries and help recyclers reduce contamination in output fractions.
BATTERAY™ ZETA PRO is designed for facilities where battery sorting must become part of a larger automated production line. It adds high-capacity processing, multi-stream sorting, automated recirculation of unrecognized batteries, and monitoring features that support continuous industrial operation.
Platform Comparison
| Parameter | BATTERAY™ | BATTERAY™ ZETA | BATTERAY™ ZETA PRO |
|---|---|---|---|
| Position in series | Proven X-ray sorting system | Advanced multi-sensor inline platform | High-capacity automated platform |
| Recognition technology | X-ray detection | Optical + X-ray detection | Optical + X-ray detection |
| Automation level | Operator-assisted | Supervised system | Automated industrial architecture |
| Nominal throughput | Up to 250–300 kg/h | Up to 350–400 kg/h | Up to 1000 kg/h |
| Sorting cycle speed | Up to 18,000 batteries/hour | Up to 23,000 batteries/hour | Up to 40,000 batteries/hour |
| Sorting purity | 99.5% Alk / ZnC, 95% other groups | 99.5% Alk / ZnC, improved Ni-based separation, over 95% other groups | 99.5% Alk / ZnC, improved Ni-based separation, over 95% other groups |
| Sorting outputs | 6 sorting groups per session | Up to 9 sorting groups per session | Up to 9 sorting groups per session |
| Plant integration | Standalone operation | Integrated inline platform with Profinet support | Integrated high-capacity line platform with Profinet support |
| Recirculation | No automated recirculation loop | No automated recirculation loop | Automated recirculation loop for unrecognized batteries |
| Best application | Standard industrial battery sorting | Advanced recycling lines requiring better recognition and analytics | Large recycling plants requiring continuous high-volume sorting |
Performance values depend on the input battery mix, material condition, and selected sorting program. The ZETA technical proposal also notes throughput up to 430 kg/h as a common feature value, while the product comparison table positions BATTERAY™ ZETA at up to 350–400 kg/h. For website content, the 350–400 kg/h range is safer for product comparison, while “up to 430 kg/h” can be used only with a material-dependent note.
Supported battery groups
- Zinc–Carbon (ZnC)
- Alkaline (Alk)
- Nickel-Cadmium (NiCd)
- Nickel-Metal Hydride (NiMH)
- Mixed NiCd / NiMH group
- Lithium-Ion (Li-ion)
- Lithium Primary (Li-Primary)
- Lithium Thionyl Chloride (Li-SOCl₂)
- Lithium Manganese Dioxide (Li-MnO₂)
- Lithium Iron Disulfide (Li-FeS₂)
Classification Structure

Sort map
| ZnC | Alk | NiCd/MH | NiCd | NiMH | Li-Pr | SOCl₂ | MnO₂ | FeS₂ | Li-Ion | |
| AAAA (LR61) | + | + | ||||||||
| AAA (R03) | + | + | + | + | + | + | + | + | + | |
| AA (LR6) | + | + | + | + | + | + | + | + | + | + |
| C (LR14) | + | + | + | + | + | + | ||||
| D (LR20) | + | + | + | + | + | + | + | + | ||
| 6F22 (9V) | + | + | + | + | + | + | ||||
| A23 | + | |||||||||
| A27 | + | |||||||||
| CR2 | + | + | + | |||||||
| 16340 (CR123) | + | + | + | + | ||||||
| 14250 (1/2 AA) | + | + | + | |||||||
| 18650 | + | |||||||||
| 21700 | + |
Advanced sub-classification of Li-ion batteries, including LMO, NMC, and LFP, is part of the ongoing R&D roadmap. The BATTERAY™ ZETA Series architecture is designed to support this future functionality, but current project specifications should always be confirmed with the LINEV Systems technical team.
Key features 

AI-Driven Battery Recognition
BATTERAY™ ZETA Series uses machine-learning algorithms to classify batteries by chemistry, internal structure, and material characteristics, reducing dependence on labels, markings, or external appearance.

Multi-Sensor Sorting Technology
The platform combines optical analysis with X-ray battery inspection, allowing more reliable recognition of damaged, corroded, counterfeit, and visually similar batteries in mixed waste streams.

Built on Proven BATTERAY™ Technology
ZETA Series extends the patented BATTERAY™ X-ray sorting foundation already used by recycling facilities across Europe, Canada, and Australia, adding higher throughput, advanced recognition, and stronger integration capabilities.

Improved Ni-Cd / Ni-MH Separation
Enhanced recognition tools support more accurate separation of nickel-based batteries, helping recyclers reduce cross-contamination and improve the purity of downstream material fractions.

Industrial Throughput and Scalability
BATTERAY™ ZETA supports up to 23,000 batteries/hour and 350–400 kg/hour, while BATTERAY™ ZETA PRO extends the series to 40,000 batteries/hour and up to 1000 kg/hour for large recycling plants.

Integrated Inline Platform
Designed for modern recycling facilities, the ZETA Series supports plant integration, supervised operation, and scalable automation, with ZETA PRO offering a higher level of automated industrial battery sorting.
AI-Driven Battery Recognition
BATTERAY™ ZETA Series uses machine-learning algorithms to classify batteries by chemistry, internal structure, and material characteristics, reducing dependence on labels, markings, or external appearance.
Multi-Sensor Sorting Technology
The platform combines optical analysis with X-ray battery inspection, allowing more reliable recognition of damaged, corroded, counterfeit, and visually similar batteries in mixed waste streams.
Built on Proven BATTERAY™ Technology
ZETA Series extends the patented BATTERAY™ X-ray sorting foundation already used by recycling facilities across Europe, Canada, and Australia, adding higher throughput, advanced recognition, and stronger integration capabilities.
Improved Ni-Cd / Ni-MH Separation
Enhanced recognition tools support more accurate separation of nickel-based batteries, helping recyclers reduce cross-contamination and improve the purity of downstream material fractions.
Industrial Throughput and Scalability
BATTERAY™ ZETA supports up to 23,000 batteries/hour and 350–400 kg/hour, while BATTERAY™ ZETA PRO extends the series to 40,000 batteries/hour and up to 1000 kg/hour for large recycling plants.
Integrated Inline Platform
Designed for modern recycling facilities, the ZETA Series supports plant integration, supervised operation, and scalable automation, with ZETA PRO offering a higher level of automated industrial battery sorting.








High-accuracy battery chemistry recognition helps reduce cross-contamination between battery groups, improving the value of recovered materials and supporting compliance with modern recycling requirements, including EU battery regulations.

Higher sorting speed and industrial throughput help recycling facilities process more batteries per shift, reduce bottlenecks in mixed-stream handling, and lower the cost per sorted kilogram.

The system replaces routine manual identification with AI-powered battery sorting, allowing facilities to process mixed streams more consistently, reduce operator dependency, and move toward a controlled automated workflow.

From Proven BATTERAY™ Technology to the ZETA Series
The BATTERAY™ technology was developed to solve a practical problem that recycling facilities face every day: how to identify the true chemistry of mixed portable batteries when labels are missing, batteries are corroded, and manual sorting is no longer reliable at industrial scale.
Since its introduction, BATTERAY™ has moved from an innovative X-ray battery sorting concept to a proven industrial solution used by recyclers across Europe, Canada, and Australia. Its core principle remains the same: battery chemistry should be identified by internal structure, not by surface appearance.
Real-world installations have confirmed the value of this approach for recycling operations that need cleaner output fractions, reduced dependence on manual identification, and more consistent sorting of mixed battery streams. This field experience became the technical foundation for the next stage of development: BATTERAY™ ZETA.
Technology Background
- Developed from research into X-ray structure analysis of portable batteries
- Built to identify batteries by internal composition rather than external labels
- Proven in real recycling environments across several continents
- Designed to support cleaner fractions and reduce cross-contamination risks
- Used as the technological foundation for BATTERAY™ ZETA and BATTERAY™ ZETA PRO
Why ZETA Was Developed
As battery recycling streams became more complex, recyclers needed more than reliable X-ray recognition. They needed higher throughput, improved recognition of difficult battery groups, stronger software tools, and better integration with plant infrastructure.
BATTERAY™ ZETA was developed as this next step. It extends the proven BATTERAY™ foundation with optical analysis, advanced AI-driven classification, enhanced software, and a platform architecture designed for modern recycling lines.
BATTERAY™ ZETA PRO continues this evolution for large recycling plants, adding high-capacity architecture, automated handling of unrecognized batteries, and deeper integration into continuous industrial workflows.
For more information about the original BATTERAY™ system and its X-ray battery sorting technology, visit batterysorting.com.
Product Videos
Technical data
BATTERAY™ ZETA
| System type | Multi-sensor integrated inline platform |
| Recognition technology | Optical + X-ray detection |
| Automation level | Supervised system |
| Loading hopper capacity, up to | 350 kg |
| Loading hopper volume | 250 L |
| Nominal throughput | up to 350–400 kg/hour |
| Maximum throughput | up to 430 kg/hour, material-dependent |
| Sorting cycle speed | up to 23,000 batteries/hour |
| Sorting groups per session | 6 |
| Sorting purity | 99.5% Alk / ZnC; over 98% Ni-Cd / NiMH; over 95% other groups |
| Air pressure | 10 bar ±10%, ≥500 SLPM |
| Power supply | 220–240 VAC, 50/60 Hz, 4 kVA |
| Dimensions | 8960 x 2690 x 2400 mm |
| Layout | 15000 x 8000 mm |
| Weight | 2650 kg |
BATTERAY™ ZETA PRO
| System type | High-capacity automated sorting platform |
| Recognition technology | Optical + X-ray detection |
| Automation level | Automated industrial architecture |
| Loading hopper capacity, up to | 1000 kg |
| Loading hopper volume | High-capacity industrial hopper |
| Nominal throughput | up to 1000 kg/hour |
| Maximum throughput | material-dependent |
| Sorting cycle speed | up to 40,000 batteries/hour |
| Sorting groups per session | 9 |
| Sorting purity | 99.5% Alk / ZnC; over 98% Ni-Cd / NiMH; over 95% other groups |
| Air pressure | 10 bar ±10%, ≥1300 SLPM |
| Power supply | 220–240 VAC, 50/60 Hz, 8 kVA |
| Dimensions | 11460 x 2050 x 2400 mm |
| Layout | 20000 x 6000 mm |
| Weight | 4300 kg |
BATTERAY™ ZETA
| System type | Multi-sensor integrated inline platform |
| Recognition technology | Optical + X-ray detection |
| Automation level | Supervised system |
| Loading hopper capacity, up to | 772 lb |
| Loading hopper volume | 66 gal |
| Nominal throughput | up to 772–882 lb/hour |
| Maximum throughput | up to 948 lb/hour, material-dependent |
| Sorting cycle speed | up to 23,000 batteries/hour |
| Sorting groups per session | 6 |
| Sorting purity | 99.5% Alk / ZnC; over 98% Ni-Cd / NiMH; over 95% other groups |
| Air pressure | 145 psi ±10%, ≥17.7 SCFM |
| Power supply | 220–240 VAC, 50/60 Hz, 4 kVA |
| Dimensions | 29.4 x 8.8 x 7.9 ft |
| Layout | 49.2 x 26.2 ft |
| Weight | 5,842 lb |
BATTERAY™ ZETA PRO
| System type | High-capacity automated sorting platform |
| Recognition technology | Optical + X-ray detection |
| Automation level | Automated industrial architecture |
| Loading hopper capacity, up to | 2,205 lb |
| Loading hopper volume | High-capacity industrial hopper |
| Nominal throughput | up to 2,205 lb/hour |
| Maximum throughput | material-dependent |
| Sorting cycle speed | up to 40,000 batteries/hour |
| Sorting groups per session | 9 |
| Sorting purity | 99.5% Alk / ZnC; over 98% Ni-Cd / NiMH; over 95% other groups |
| Air pressure | 145 psi ±10%, ≥45.9 SCFM |
| Power supply | 220–240 VAC, 50/60 Hz, 8 kVA |
| Dimensions | 37.6 x 6.7 x 7.9 ft |
| Layout | 65.6 x 19.7 ft |
| Weight | 9,480 lb |
Feedbacks and related links about BATTERAY™




Modern battery recycling is no longer a simple separation task. Waste streams contain hundreds of portable battery formats that differ by size, structure, chemistry, condition, and regulatory handling requirements. For recycling facilities, the challenge is not only to process more batteries, but to identify them correctly and keep output fractions clean.
Manual sorting and basic optical recognition can support part of the process, but they cannot fully solve the problem when batteries are corroded, deformed, counterfeit, unmarked, or visually similar. In these cases, relying only on surface information can lead to cross-contamination, lower material value, safety risks, and compliance issues.
BATTERAY™ ZETA Series was developed to address this challenge through a multi-sensor approach. By combining optical analysis, X-ray battery inspection, and AI-driven classification, the platform evaluates both external characteristics and internal structure to improve battery chemistry recognition in complex mixed streams.
This technology is especially important for nickel-based battery separation, where Ni-Cd and Ni-MH cells may appear similar but require different downstream handling. The ZETA architecture also supports industrial integration, advanced software tools, and a future-ready approach to Li-ion sub-classification as part of the ongoing R&D roadmap.
Developed by LINEV Systems, the BATTERAY™ ZETA Series builds on proven X-ray sorting technology and extends it into a scalable platform for modern recycling operations. It helps facilities improve sorting purity, reduce manual dependency, protect downstream processes, and prepare for stricter recycling requirements.




Event сalendar


The fastest way to hear back from us is completing the contact form below. Our expert team will get back to you as soon as possible.
